Abrasive Expert
Abrasive Expert
Лучшие шлифовальные круги
"Абразив Эксперт" + GD-Abrasives: премиальные шлифовальные круги для любых задач

Наша компания является официальным и эксклюзивным представителем производителя кругов Jiangsu Grinding Doctor Abrasives Co., Ltd. (GD-Abrasives) на территории России и стран СНГ.
В результате нашего сотрудничества мы готовы предложить вам круги премиальных высокопроизводительных спецификаций для различных операций.
Имея 20-летний опыт работы с абразивным инструментом в ведущих мировых компаниях, мы объединились и теперь производим и поставляем самые эффективные решения для Российской промышленности.
Передовые технологии
Максимальная производительность при минимальных затратах.

- Новейшие мировые разработки по зерну, связке, технологии изготовления – всё это мы применяем в кругах.
- Наша цель – дать лучшее решение по операции из того, что может быть на данный момент в мире.
- Результаты испытаний на многих предприятиях в России и Китае показывают превосходство нашей продукции над мировыми брендами.
Гарантия качества
Строгий контроль качества и соответствие международным стандартам.

- Сокращение времени цикла и себестоимости продукции
- Подбор спецификаций кругов под задачу
- Новейшие мировые разработки по зерну, связкам и структуре
- Оперативная поставка (1-3 месяца), возможна авиа-доставка
- Оптимальная цена с фиксацией в рублях
- Выставление КП в течение 1-2 дней
Наша специализация
Работаем с кругами большого диаметра с высоким содержанием керамического зерна последних поколений для самых сложных и требовательных задач.
- Большого диаметра (до 1200 шлифовальные и до 2000 мм отрезные)
- С премиальным составом и высоким содержанием (до 100%) керамического зерна последних поколений, высокопористые
- Сложные операции и трудные задачи, где обычные круги не справляются и нужна высокая производительность, эффективность, качество и стабильность обработки
Шлифовка прокатных валков
Круги для рабочих валков горячей прокатки (ГП)
В качестве материалов для валков используются чугун с длительным сроком службы (ICDP), сталь с высоким содержанием хрома (High-Cr) и быстрорежущая сталь (HSS). Требования к поверхности валков ГП ниже, чем к валкам холодной прокатки.


В качестве материалов для валков используются чугун с длительным сроком службы (ICDP), сталь с высоким содержанием хрома (High-Cr) и быстрорежущая сталь (HSS). Требования к поверхности валков ГП ниже, чем к валкам холодной прокатки. Для более высокой скорости съёма и стойкости круга мы также добавляем зерно NQN последнего поколения от 20 до 40% или Vortex (АА).
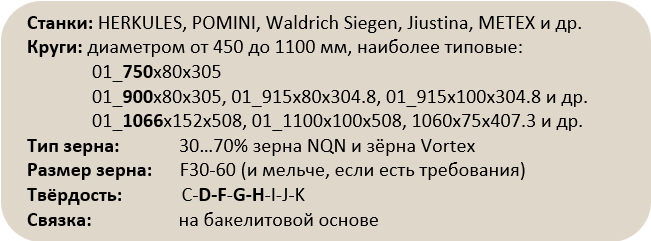
Круги для рабочих валков холодной прокатки (ХП)
С поверхности валка снимается меньше металла, но при этом требуется высокое качество поверхности. Диаметр рабочего валка составляет приблизительно от 300 до 900 мм, а длина составляет 2500-5000 мм. Размер абразивного зерна колеблется от F36 до 120 по FEPA. В качестве материалов для валков в основном используются кованая и быстрорежущая сталь (HSS).
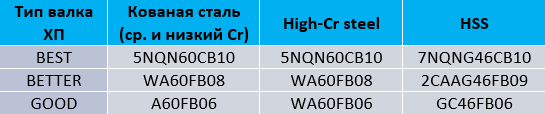
При холодной прокатке, ввиду более высокой твердости валков, используются шлифовальные круги достаточно мягкие (градации твердости C…G) с высокой концентрацией керамического корунда NQN (20-70%), либо Vortex, чтобы минимизировать время перешлифовки. Если Вам важен минимальный по времени оборот валков на вальцешлифовальном участке – выбирайте спецификации BEST. Размер зерна выбирайте по таблице или из опыта. С помощью режимов обработки можно получать Ra в достаточно широком диапазоне. Но в шлифовании есть правило – выбирать максимально крупное зерно, которое может обеспечивать требуемую чистоту поверхности. Так Вы быстрее снимите нужный припуск и меньше времени потратите на правку круга, а резание будет более свободное, меньше прижогов, выше стойкость круга и ниже себестоимость операции.
Круги для опорных валков на горячие и холодные прокатные станы
Опорные валки передают и поддерживают давление на рабочие валки. Они имеют больший диаметр, чем рабочие валки (до 1600 мм в диаметре). Валки бывают литыми или коваными. Опорные валки обычно изготавливаются из хромистой стали с содержанием хрома от 2 до 5 %. В некоторых случаях используется чугун с двойным литьём и быстрорежущая сталь (HSS). Опорные валки шлифуют не так часто, как рабочие, но, как правило, с них удаляется значительно больше материала (до 2 мм и более в диаметре). Зернистость обычно варьируется от 30 до 46 для достижения требуемой степени обработки поверхности.
На опорные валки обычно используются шлифовальные круги из обычного или белого оксида алюминия. Для более высокой скорости съёма и стойкости круга мы также добавляем зерно NQN последнего поколения от 20 до 40% или Vortex (АА).
Влияние размера круга
- • Когда диаметр шлифовального круга в процессе шлифования уменьшается, а скорость вращения шпинделя остаётся прежней (об/мин), линейная скорость поверхности шлифовального круга снижается. При снижении линейной скорости поверхности на каждые 5 м/с круг начинает работать мягче на одну градацию. Снижение твёрдости круга ускоряет его износ, тем самым сокращая срок службы. При уменьшении диаметра шлифовального круга контактная поверхность уменьшается, что приводит к увеличению удельного усилия в зоне шлифования. Это делает шлифовальный круг более мягким в работе, износ круга ускоряется.
- • Благодаря уникальной связке B09, разработанной компанией GD-Abrasives, на одном и том же шлифовальном круге могут быть достигнуты различные уровни твердости, что позволяет компенсировать снижение скорости при постоянных оборотах на станках, которые не могут поддерживать постоянную линейную скорость шлифования.
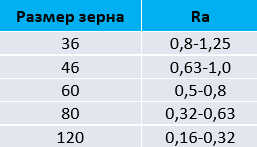
Влияние размера зерна
- • Крупная зернистость увеличивает срок службы круга и производительность.
- • Мелкая зернистость улучшает чистоту поверхности, а также необходима для шлифования твердых материалов, таких как HSS.
- • Тип абразива и связка также влияют на чистоту поверхности.
Оставить заявку
Заполните форму, и наши специалисты помогут подобрать оптимальные абразивные материалы для ваших задач.

Наши контакты
ООО "ГД-Абрэзивс РУС"
LLC "GD-Abrasives RUS"